















ISO 17744 Determinazione del volume specifico in funzione della temperatura e della pressione (diagramma pvT)
Nel processo di stampaggio a iniezione possono verificarsi guasti significativi anche se il riempimento dello stampo è stato eseguito con successo.
ISO 17744 Determinazione del volume specifico in funzione della temperatura e della pressione (diagramma pvT)

ISO 17744 Determinazione del volume specifico in funzione della temperatura e della pressione (diagramma pvT)
Nel processo di stampaggio a iniezione possono verificarsi guasti significativi anche se il riempimento dello stampo è stato eseguito con successo.
Ricevi un preventivoDettagli prodotto
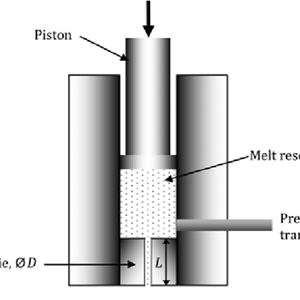
Nel processo di stampaggio a iniezione possono verificarsi guasti significativi anche se il riempimento dello stampo è stato eseguito con successo. Questo perché la contrazione del prodotto plastico durante il raffreddamento può introdurre tensioni residue o addirittura guasti o deformazioni della parte. La norma ISO 17744 aiuta il progettista di stampi a mitigare questo rischio e a ridurre al minimo le opportunità di guasto prevedendo la contrazione del volume della massa fusa tra le diverse condizioni. Il test viene eseguito racchiudendo il campione in un dispositivo ad alta pressione con controllo della temperatura e del volume, ad esempio un reometro capillare con dispositivi idonei per tappare l'uscita dello stampo. Quindi è possibile applicare una varietà di condizioni e generare una mappa di pressione, volume e temperatura (diagramma pvT). In genere, una di queste variabili viene mantenuta costante durante il test.
Parametri del prodotto
Sì, non è
| Name | Download |
|---|
Settori applicabili
Prodotti correlati



-
Telefono:+86 15910081986
indirizzo:NO.4715, JINGSHI WEST ROAD, DISTRETTO DI HUAIYIN, JINAN, SHANDONG, CINA
Postlette:admin@jnkason.com
-
Attrezzature per macchine di prova Analisi metallografica Serie di tester di durezza
Apparecchiature per prove non distruttive Strumenti per l'analisi dei
©2026 Jinan Kason Test Equipment Co., Ltd.